

自贡新物通物资有限公司服务优势
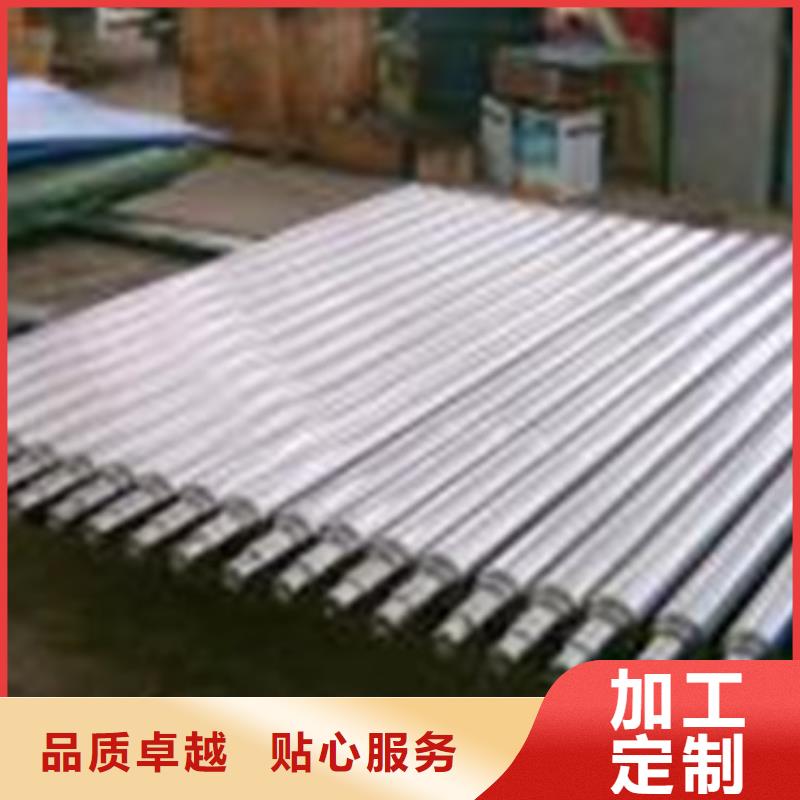
售前高效的【不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管】服务团队,为客户提供售前产品咨询服务和售后【不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管】产品保障服务。
售中积j i与客户洽谈业务合作、无偿进行现场技术交流、实地考察、【不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管】产品设计。
售后完善的售后服务,公司成立10多人的【不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管】售后团队服务覆盖全国各地。


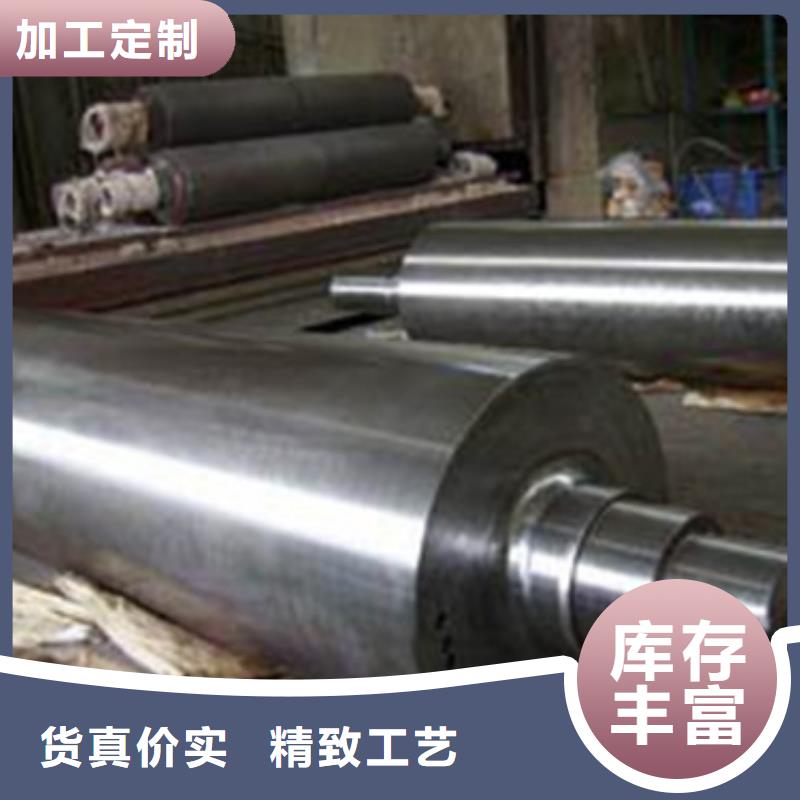
轧辊断裂原因
一、脆性断裂,此类轧辊断口形状较为平整,断口周围辊身表面较为齐整;
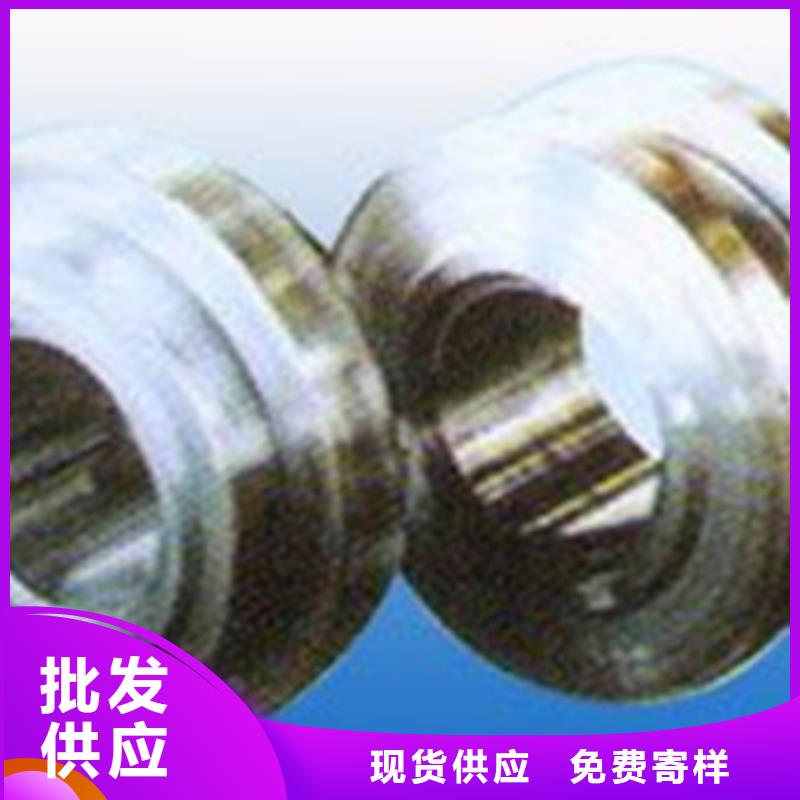
二、韧性断裂,此类轧辊断口形状多呈"蘑菇头"状,断口附近的辊身均成粉碎状破碎。
将二者比对发现,此次断辊事故的断辊形式为韧性断裂。脆性断裂和韧性断裂都是因为轧辊应力超过芯部强度造成的。
其产生原因与轧辊本身残余应力,轧制时机械应力以及轧辊热应力有关,特别是当辊身的表面和芯部的温差大时更容易产生。这种温差可能由不良的辊冷却,冷却中断或在新的轧制周期开始时轧辊表面过热引起。轧辊的这种表面和芯部间的巨大温差引起较大的热应力,当较大的热应力,机械应力以及轧辊的残余应力超过轧辊的芯部强度时引起断辊。








1)碳化物硬度高。以往使用的轧辊,其基体上分布的多为Fe3C型或M7C3型共晶碳化物,组织粗大,硬度较低。高速钢轧辊一般采用高C、高V型高速钢,另外还含有较多的Cr、Mo、W、Nb和Co等合金元素,在凝固和热处理过程中,这些合金元素形成了一次和二次碳化物。高铬铸铁轧辊碳化物是M7C3(2500 Hv)和M23C6(1600 Hv)。无限冷硬铸铁轧辊中,碳化物是Fe3C(l300 Hv)。而高速钢轧辊主要含有MC(3000 Hv)、M7C3(2500 Hv)和M6C(2000 Hv),它能替代一般轧辊,从而提高耐磨性。另外,随着V含量增加,高速钢组织中骨骼状的M6C型碳化物向粒状的VC型转化。
2)热稳定性好。高速钢轧辊中含有较多的W、Cr、Mo、V和Nb等元素,具有较好的热稳定性,研究发现,普通轧辊材质的硬度随温度升高而明显下降,而高速钢轧辊在600℃仍保持有500 Hv,这必将大大提高轧辊的耐磨性。特别是当添加分布于基体组织的Co元素时,这种倾向更加明显。

